Precision machined metal parts are usually not “general parts”
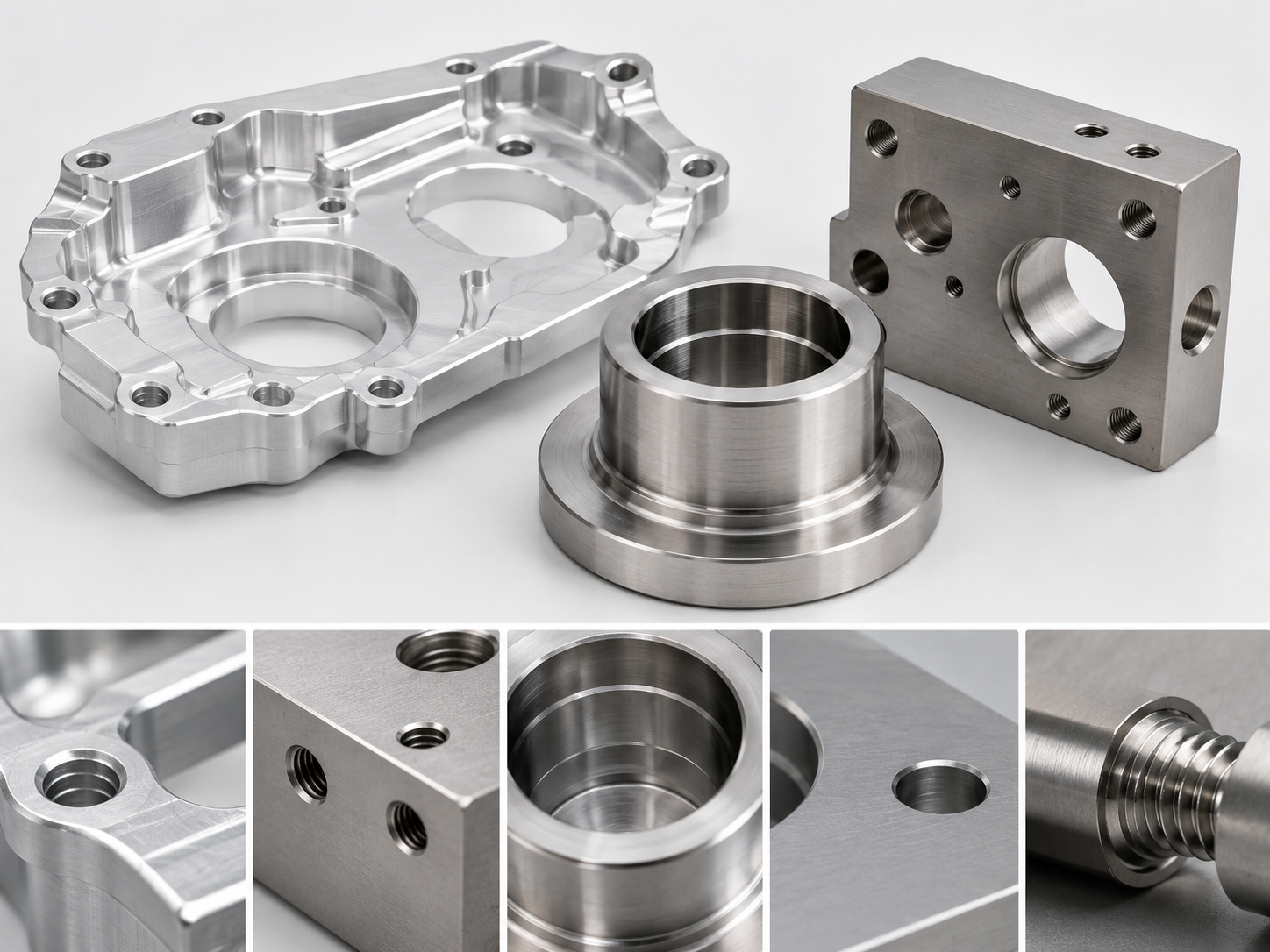
When people search for precision machined metal parts, they are usually not looking for standard bolts, brackets, or simple turned parts. In most cases, they are looking for parts with specific requirements on size, hole position, flatness, thread quality, or surface finish.
A metal part may look simple in a 3D file, but once it needs to fit with bearings, seals, shafts, covers, or other mating parts, machining accuracy starts to matter. A hole that is 0.03 mm out of position may cause assembly trouble. A mounting face that is not flat enough may create vibration or sealing problems. That is where precision machining becomes necessary.
What usually makes a part “precision machined”
In actual projects, precision machined metal parts are usually defined by one or more of these requirements:
- tolerance tighter than ±0.05 mm
- critical holes with controlled position
- bores that must stay concentric
- flat sealing or mounting surfaces
- threads that need clean engagement
- visible surfaces with limited tool marks
For example, a simple aluminum cover may only need ±0.1 mm. But a stainless steel mounting block used in inspection equipment may need ±0.01 mm on key features and flatness within 0.02 mm on the contact face. The difference is not the machine alone. It is how the part is planned, clamped, machined, and checked.

Common materials and where they are used
Material selection changes both cost and machining difficulty.
Aluminum 6061 is common for housings, fixtures, and lightweight structures because it machines easily and keeps cost under control.
7075 aluminum is used when higher strength is needed.
304 and 316 stainless steel are common for corrosion-resistant parts, but machining time is usually longer than aluminum.
Brass is often used for fittings, connectors, and electrical-related parts.
Titanium is chosen for medical or aerospace applications, but it is slower to machine and more expensive.
For many buyers, the question is not just “which material is stronger.” The real question is:
Can this material hold the required dimensions, surface finish, and cost target at the same time?
The parts most often requested
Most RFQs for precision machined metal parts are not very exotic. They are usually practical parts that need to fit and work without rework.
Typical examples include:
- housings with machined mounting faces
- shaft supports and bearing seats
- manifolds with threaded holes and sealing surfaces
- custom brackets with positional tolerance requirements
- optical mounts and lens holders
- stainless steel blocks with multiple tapped holes
- small turned parts with concentric diameters
These parts often go into equipment where assembly time matters. If one batch has burrs, poor thread quality, or hole drift, the customer notices it immediately during assembly.
What usually causes machining problems
A lot of machining issues do not come from the machine. They come from the part design.
Some common examples:
- wall thickness too thin, causing vibration during cutting
- deep pockets with poor tool access
- too many tight tolerances on non-critical areas
- small internal corners that do not match real tool size
- long thin parts that deform after release from clamping
- anodized parts without allowance for coating thickness
For precision machined metal parts, these problems show up quickly in production. A drawing may look fine, but once the part is clamped and machined, the weak points become obvious.
That is why DFM matters. Sometimes changing one radius, one hole depth, or one tolerance can make the part much easier to machine without changing its function.

A simple example from a typical project
A customer needed a 304 stainless steel mounting plate for a machine vision assembly.
The part size was about 120 × 80 × 18 mm.
It had:
- one machined reference face
- four mounting holes
- two threaded holes
- one locating bore
- flatness requirement on the mounting face: ≤ 0.02 mm
- hole position tolerance: ±0.02 mm
This was not a complex part in shape, but the machining order mattered. If the locating bore and mounting face were not controlled in the same setup strategy, the final assembly position would shift.
The solution was simple:
- rough machine first
- leave finishing allowance
- finish the reference face and locating bore in a controlled setup
- inspect the critical features before deburring and packing
The part itself was not difficult because of its geometry. It was difficult because the functional relationship between the features had to stay stable.
Surface finish is often more practical than people think
When buyers ask about finish, they are not always asking for mirror polishing. In many projects, they just want:
- no sharp burrs
- no obvious chatter marks
- threads that start cleanly
- mounting surfaces that seat properly
- external surfaces that look consistent after anodizing or passivation
For precision machined metal parts, a common machined finish may be around Ra 1.6 or Ra 0.8, depending on the tool path and material. But the important point is not only the number. It is whether the surface is right for the function.
A sealing face, for example, should not be treated the same way as a hidden internal wall. A cosmetic front face should not be treated the same way as a rough support area.
What buyers should really check before placing an order
For this kind of part, buyers should pay attention to a few very practical points:
- which dimensions are really critical
- whether the supplier understands the mating function
- whether the material is suitable for the tolerance target
- whether surface treatment will affect fit
- whether the drawing separates cosmetic and functional areas
- whether inspection is done on the right features
A supplier may say a part is “machinable,” but that does not mean it is easy to machine well in batch production.
Final thought
Good precision machined metal parts are not impressive because they look complicated. They are useful because they fit correctly, assemble smoothly, and do not create trouble later.
That is usually what buyers actually want:
- the holes line up
- the threads work
- the surfaces seat correctly
- the batch stays consistent
If those things are controlled, the part is doing its job.
If you have a machining project in progress, feel free to send us your drawings. We can review the part based on material, tolerance, structure, and machining feasibility, and provide practical feedback before production begins.


Share:
A380 Aluminum Die Casting: Why It Is Widely Used for Complex Metal Parts
Titanium Medical Devices: From Implants To Instruments, Their Advantages And Prospects