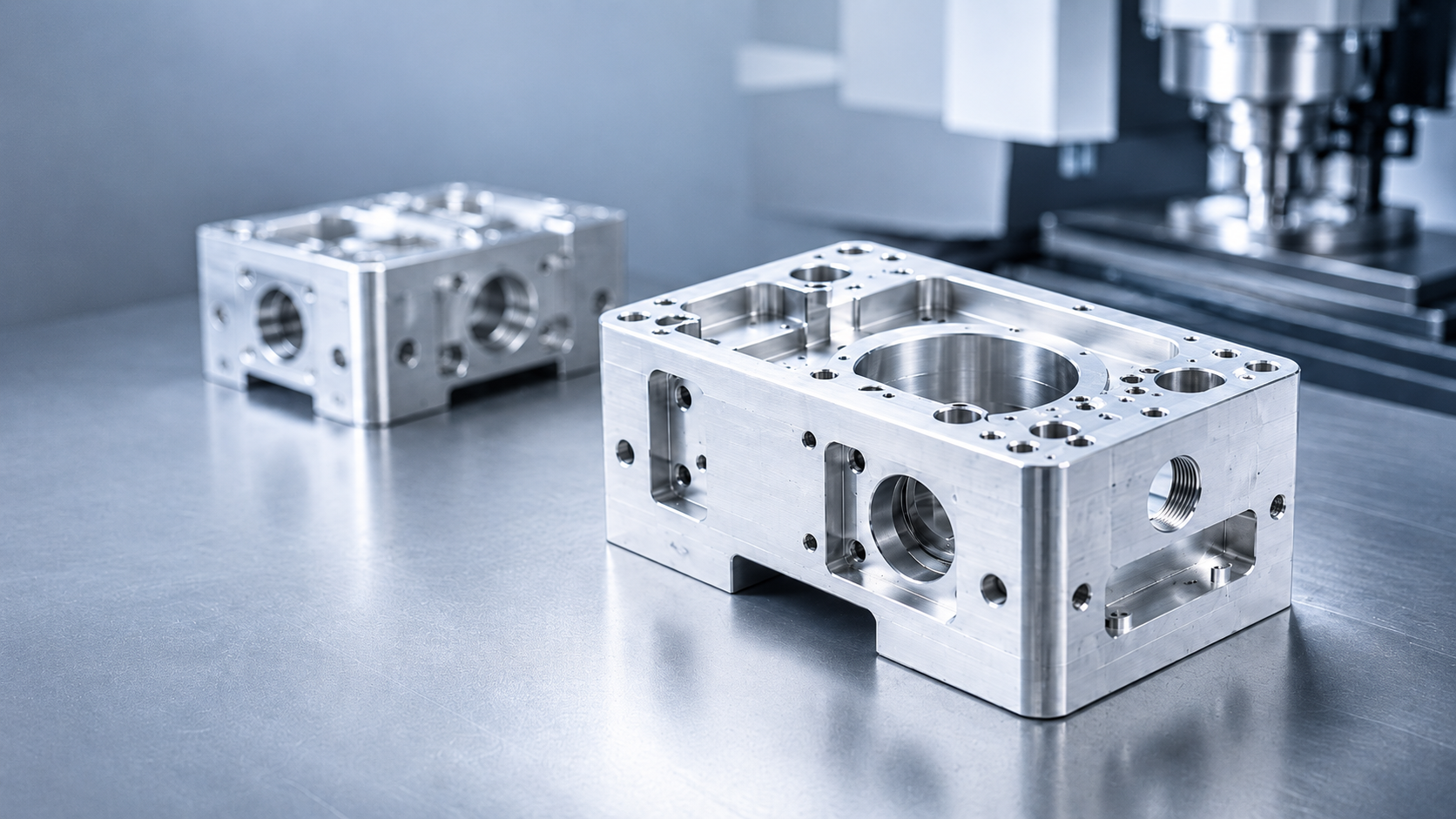
Precision CNC machined housings are widely used to protect, position, and support critical components in electronics, optics, robotics, automation equipment, medical devices, and industrial instruments.
A housing is not only an outer shell. In many products, it controls assembly accuracy, heat dissipation, sealing performance, optical alignment, cable routing, and long-term mechanical stability. Small machining errors on mounting faces, threaded holes, bearing seats, lens interfaces, or connector openings can affect the performance of the entire product.
XY-Global manufactures custom CNC machined housings based on customer drawings, 3D models, material requirements, surface finish standards, and assembly needs. Our engineering team supports prototype machining, small-batch production, and repeat manufacturing for precision aluminum, stainless steel, brass, copper, and plastic housings.

Common Applications of CNC Machined Housings
Precision CNC machined housings are used when the part requires tighter dimensions, stronger mechanical stability, or better surface quality than a standard sheet metal or molded enclosure.
| Application Area | Typical Housing Requirements |
|---|---|
| Optical devices | Lens alignment, black anodizing, coaxiality, low reflection surfaces |
| Electronics | Connector openings, EMI shielding, heat dissipation, clean edges |
| Robotics and automation | Motor mounting, sensor protection, cable routing, vibration resistance |
| Medical devices | Smooth surfaces, clean assembly, controlled burrs, stable dimensions |
| Industrial instruments | Sealing grooves, threaded holes, mounting faces, repeatable assembly |
| Communication equipment | Heat sink features, RF shielding, precise interface positions |
For housings used in optical, medical, or sensor-related products, machining quality directly affects assembly performance. Flatness, hole position, perpendicularity, surface finish, and burr control should be reviewed before production.
Material Options for CNC Machined Housings
Material selection depends on strength, weight, corrosion resistance, thermal performance, surface treatment, and final application.
| Material | Main Advantages | Common Housing Uses |
|---|---|---|
| Aluminum 6061 | Good machinability, lightweight, suitable for anodizing | Electronics housings, optical housings, instrument enclosures |
| Aluminum 7075 | Higher strength than 6061, good for load-bearing structures | Robotics parts, aerospace-related housings, structural housings |
| Stainless Steel 304 | Corrosion resistance, good strength | Medical device housings, industrial protection covers |
| Stainless Steel 316L | Better corrosion resistance, suitable for harsh environments | Medical, marine, fluid-related housings |
| Brass | Good machinability, electrical conductivity, decorative finish | Connector housings, instrument parts, precision fittings |
| Copper | High thermal and electrical conductivity | Heat dissipation housings, electrical components |
| POM / Delrin | Low friction, good dimensional stability | Lightweight mechanical housings, insulating parts |
| PEEK | High temperature resistance, chemical resistance | Medical, semiconductor, high-performance housings |
For most precision CNC housings, aluminum 6061 is a common choice because it offers good machinability, stable dimensions, light weight, and good anodizing performance. For higher strength, 7075 aluminum may be considered. For corrosion-sensitive or medical-related products, 304 or 316L stainless steel may be more suitable.

Key Machining Features in Precision Housings
CNC machined housings usually contain multiple functional areas. Each area may require a different machining strategy.
| Feature | Machining Focus |
|---|---|
| Mounting face | Flatness, parallelism, surface finish |
| Threaded holes | Thread depth, perpendicularity, burr control |
| Bearing seat | Diameter tolerance, roundness, coaxiality |
| Connector opening | Position accuracy, edge quality, fit clearance |
| Sealing groove | Groove width, depth, corner radius, surface quality |
| Lens or sensor interface | Coaxiality, perpendicularity, black surface treatment |
| Thin wall area | Vibration control, deformation risk |
| Heat sink structure | Fin thickness, spacing, burr control |
A simple-looking housing may require multiple setups, different cutting tools, and controlled datum transfer. For complex housings, the machining sequence is often more important than the cutting speed.
Typical Tolerance and Surface Finish References
Tolerance should be defined according to function. Over-specifying every surface increases cost and machining time.
| Requirement | Typical Reference |
|---|---|
| General CNC housing tolerance | ±0.05 mm to ±0.10 mm |
| Precision mounting features | ±0.02 mm to ±0.05 mm |
| Critical bores or bearing seats | ±0.01 mm to ±0.02 mm, depending on geometry |
| Flatness on mounting face | 0.03 mm to 0.10 mm |
| Perpendicularity | 0.02 mm to 0.05 mm for critical interfaces |
| Standard machined surface | Ra 1.6 μm to Ra 3.2 μm |
| Improved machined surface | Ra 0.8 μm to Ra 1.6 μm |
| Fine surface after additional finishing | Ra 0.4 μm to Ra 0.8 μm, if geometry allows |
For optical housings, sensor housings, and precision assembly parts, critical surfaces should be clearly marked on the drawing. This helps the machining team control datums, inspection points, and surface protection during production.

Design Guidelines for CNC Machined Housings
Good housing design can reduce machining time, improve accuracy, and lower production risk.
| Design Area | Recommendation |
|---|---|
| Wall thickness | Avoid very thin unsupported walls. For aluminum housings, 1.0–1.5 mm is often a practical minimum, depending on size and geometry. |
| Internal corners | Add internal radii where possible. Sharp internal corners require small tools and longer machining time. |
| Deep pockets | Large depth-to-width ratios increase tool deflection and vibration risk. |
| Threaded holes | Thread depth of 1.5D–2D is often sufficient for many designs. Excessive thread depth increases machining time. |
| Sealing grooves | Define groove width, depth, radius, and surface finish clearly. |
| Cosmetic faces | Mark visible surfaces to avoid clamp marks, scratches, or tool transition marks. |
| Critical datums | Define functional datums for assembly inspection. |
| Surface treatment | Consider anodizing, passivation, plating, or coating thickness during design. |
For anodized aluminum housings, coating thickness may affect tight fits, threaded areas, sliding surfaces, and assembly interfaces. If a surface must remain conductive or dimensionally unchanged, masking or post-machining may be required.

Common Problems in CNC Machined Housings
Precision housings often fail not because of the outer shape, but because of small functional details.
Thin-wall deformation can occur when the wall is too thin, the pocket is too deep, or the clamping force is not controlled. This can affect flatness, hole position, and assembly fit.
Burrs often appear around threaded holes, connector openings, pocket edges, and intersecting features. For housings used in electronics or medical devices, burrs may affect assembly, safety, or cleanliness.
Poor datum control can cause misalignment between different features. For example, a bearing seat, motor mounting face, and connector opening may each be within tolerance individually, but still fail during assembly if datums are not controlled properly.
Surface treatment mismatch can happen when anodizing, plating, or coating thickness is not considered in the design. Tight holes, grooves, and mating surfaces may become too small or too tight after finishing.
Cosmetic defects are common on visible housings. Scratches, clamp marks, tool marks, and uneven anodizing can cause rejection even when dimensions are acceptable.
Surface Finishing Options for CNC Machined Housings
Surface finishing should match the function of the housing.
| Finish | Typical Use |
|---|---|
| As-machined | Functional parts, internal structures, prototypes |
| Bead blasting | Uniform matte surface, common before anodizing |
| Anodizing | Aluminum housings, corrosion resistance, color options |
| Black anodizing | Optical housings, low reflection, professional appearance |
| Hard anodizing | Wear resistance, stronger surface protection |
| Passivation | Stainless steel housings, corrosion resistance |
| Nickel plating | Conductivity, wear resistance, appearance |
| Powder coating | Larger housings, protective or decorative finish |
| Polishing | Decorative metal housings, visible surfaces |
For optical housings, black anodizing is often used to reduce internal reflection. For electronics housings, conductivity, grounding, and EMI shielding may require selective masking or conductive surface areas. For medical device housings, surface cleanliness, burr control, and corrosion resistance are often more important than decorative appearance.
Inspection Points for Precision CNC Machined Housings
Inspection should focus on functional features instead of measuring every dimension with the same priority.
Common inspection items include housing length, width, height, mounting face flatness, hole diameter, hole position, threaded hole quality, pocket depth, sealing groove size, perpendicularity, coaxiality, surface roughness, and cosmetic appearance.
Typical inspection tools include calipers, micrometers, height gauges, pin gauges, thread gauges, surface roughness testers, optical inspection systems, and CMM inspection for complex or high-precision housings.
For housings used in assemblies, we recommend marking CTQ dimensions on the drawing. CTQ features may include bearing seats, lens interfaces, motor mounting holes, sealing surfaces, datum faces, and connector positions.

What to Provide for a CNC Machined Housing Quote
A complete RFQ helps reduce back-and-forth communication and improves quotation accuracy.
| Information | Why It Matters |
|---|---|
| 2D drawing | Defines tolerance, surface finish, threads, and inspection requirements |
| 3D model | Helps review geometry, pockets, ribs, tool access, and machining sequence |
| Material grade | Affects machinability, strength, weight, and surface treatment |
| Quantity | Influences fixture planning, cycle time, and unit price |
| Surface finish | Determines anodizing, blasting, plating, passivation, or coating process |
| Critical dimensions | Helps define inspection focus and machining strategy |
| Assembly requirements | Helps review datums, mating parts, and functional interfaces |
| Cosmetic standard | Important for visible housings and customer-facing products |
If the material or surface finish is not fixed, XY-Global can review the design and recommend suitable options based on function, cost, appearance, and production volume.
Custom Precision CNC Machined Housings at XY-Global
XY-Global supports precision CNC machined housings for prototypes, small batches, and repeat production. We manufacture aluminum housings, stainless steel housings, brass housings, copper housings, and engineering plastic housings based on customer drawings and application requirements.
Our engineering team reviews material selection, tolerance feasibility, wall thickness, datum control, surface finish, burr risk, and inspection methods before production.
If your project requires custom CNC machined housings with stable dimensions, clean edges, accurate interfaces, and reliable surface quality, send us your drawing, 3D model, material requirement, quantity, and surface finish standard. Our team will review the design and provide practical manufacturing feedback.


Share:
CNC Machining for Medical Devices: A Practical Guide to Precision Medical Parts
CNC Laser Optics Components: Precision Machining for Optical Systems